

The Basics and Importance of Ejector Mechanisms in Injection Molding
- SANKO GOSEI
- Apr 15
- 3 min read
1. Introduction
Injection molding is a manufacturing process in which molten resin is injected into a mould and then cooled and solidified to form a product. Within this sequence of processes, the ejector mechanism plays the role of ‘reliably removing the product from the mold’.
In mold design, just as with filling and cooling, the quality of the ejection process has a direct impact on product quality and productivity. Although it is often overlooked, it is one of the most critical factors.
2. Basic Structure of the Ejection Mechanism
Injection molds are broadly divided into a ‘fixed side (cavity)’ and a ‘moving side (core)’, with the product typically remaining on the core side. The ejection mechanism is designed to remove this product.
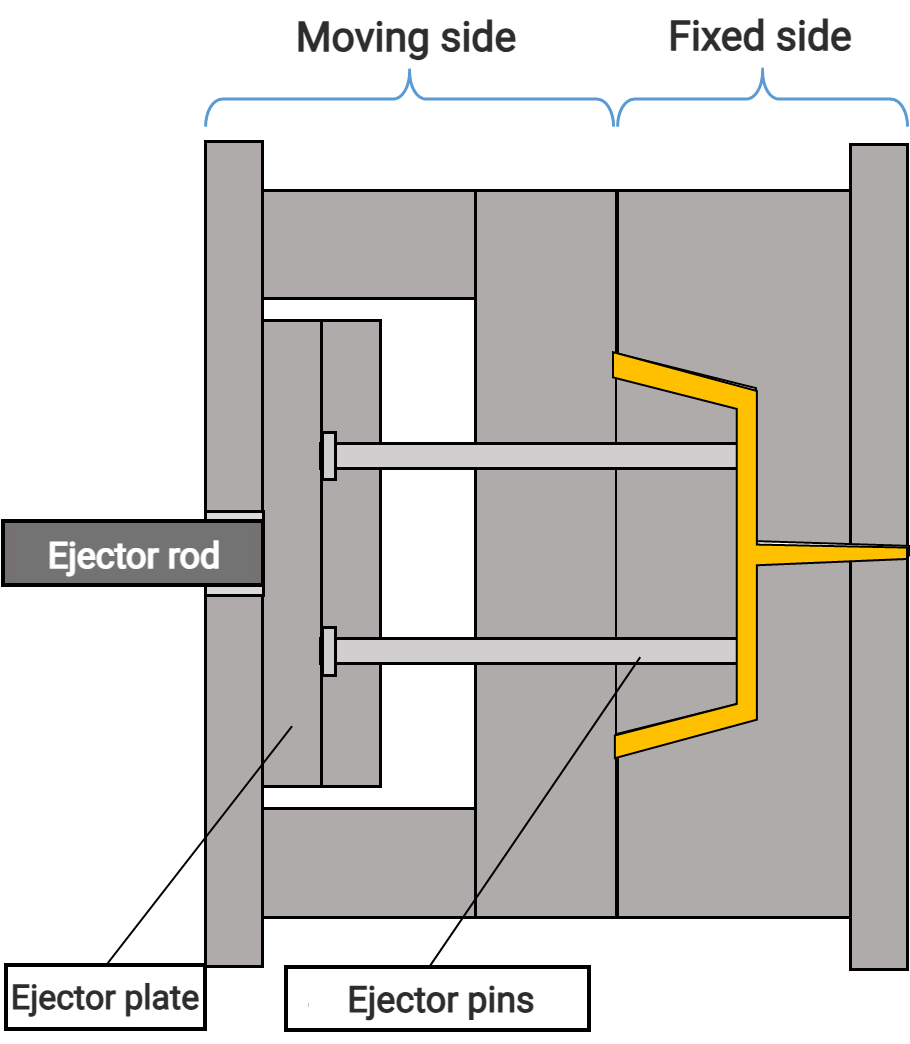
The main components are as follows:
① Ejector pins
These are the most common ejecting components; pin-shaped parts that push the product out. They are positioned according to the product’s shape, and it is important to apply force evenly.
② Ejector plate
This plate holds the ejector pins and moves them simultaneously. Its role is to advance multiple pins at once.
③ Ejector rod
This component transmits power from the molding machine into the mold and drives the ejector plate forward.
3. Sequence of operations
The ejection mechanism operates at the following stages:

1. The mold opens
2. The product remains on the core side
3. The ejector rod advances
4. The ejector plate advances, and the ejector pins push the product out
5. The product is ejected
6. The ejector mechanism returns to its original position
It is important that this sequence of movements proceeds smoothly.
4. The Importance of the Ejection Mechanism
4.1 Impact on Product Quality
If ejection is not performed correctly, the following defects may occur:
・Whitening (clouding due to stress concentration)
・Deformation and warping
・Worsening of sink marks
・Ejector marks (pin marks)
In particular, if the ejector pins are positioned incorrectly, stress will concentrate locally, leading to cosmetic defects and reduced strength.
4.2 Ensuring Demouldability
Resin contracts as it cools and adheres to the core. Therefore, without a suitable ejection mechanism, the product will not release from the mould.
Furthermore, the following factors also significantly affect demouldability:
・Presence or absence of draft angles
・Surface roughness
・Type of resin (e.g. ABS, PP, POM, etc.)
The ejection mechanism plays a role in supporting these conditions.
4.3 Impact on the Moulding Cycle
If ejection is unstable, it can lead to problems such as:
・The product remaining inside the mould
・Failure of robotic removal
・The moulding machine stopping
In other words,
In short, the ejection mechanism is a crucial element in supporting ‘stable mass production’.
4.4 Mould Life and Maintainability
As the ejection mechanism operates repeatedly, it is prone to wear and seizure.
Particular points to note:
Insufficient lubrication → Seizure
Adhesion of gas or resin → Malfunction
Pin galling → Product defects
In recent years, it has become common to incorporate venting mechanisms around the ejector as a gas countermeasure, and improving maintainability is considered a priority.
5. Types of Ejection Methods
① Pin Ejection
There are two types: round pins and flat pins. Round pins are less prone to failure and easier to machine, but as the ejection force is concentrated over a small area, there is a risk of whitening. Generally, for ejection pins, round pins with a diameter of 2 mm or less should be avoided.
② Sleeve Ejection
Sleeve ejection is used when directly ejecting a circular boss; as the entire sleeve is used for ejection, the ejection force is applied uniformly. The sleeve wall thickness must be 1 mm or greater; however, as this is a custom-made item, it may take some time to procure. Sleeve Ejection
③ Stripper Plate Ejection

Although the large protruding surface area ensures reliable demoulding of the molded part, it increases the labour required for mold manufacture and the machining time for operations such as lapping. Furthermore, as there is a risk of galling occurring in the sliding surfaces, hardening is necessary.

(Note) For stripper plates, leave a gap of 0.2–0.5 mm between the plate and the core to prevent the mould from seizing.
④ Air ejection

This is used to prevent a vacuum from forming inside the mold when the molded part is deep. It is often used in conjunction with a stripper plate.
6. Recent Trends
The following developments have been observed recently:
Ejector pins with venting functions (e.g. porous or slotted structures)

Large-area extruded blocks tailored to the product’s shape

Optimal layout design using forming analysis
7. Summary
The ejection mechanism is not merely an ‘ejection device’;
・It determines product quality
・It underpins molding stability
・It affects mold life
It is a mechanism that plays a central role in injection molding.
By thoroughly evaluating it at the design stage,
👉 Defect reduction 👉 Cycle time reduction 👉 Reduced maintenance
significant benefits can be achieved.




Comments