

Bus Bar Components Initiatives ③
- SANKO GOSEI
- Sep 10, 2022
- 2 min read
Updated: Nov 18, 2022
We found that sheet-metal insert molding is more difficult to achieve than conventional insert molding because the sheet metal moves and deforms under the pressure of the resin.
Therefore, we extended the pin length on the core side that holds the sheet metal by 0.1mm so that it wraps around the sheet metal, which is a rather hard measure. This is a method to bite into the sheet metal with the retaining pins.

Originally, sheet metal has finished dimensional tolerances, so we thought that if we lapped the sheet metal by 0.1 mm, we could absorb the dimensional tolerances as well. We decided to wrap the sheet metal by 0.1mm to absorb the dimensional tolerance.
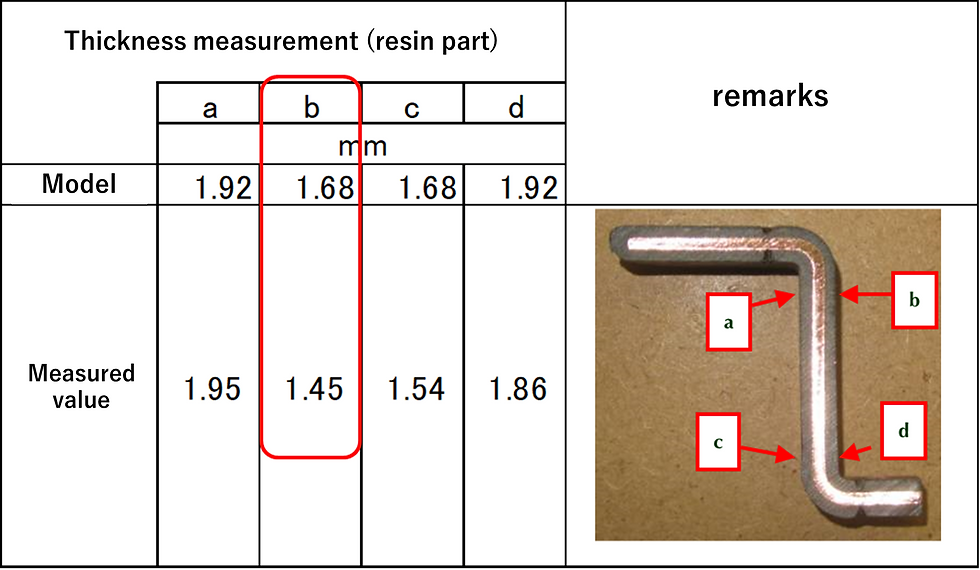
As a result, the wall thickness bias was greatly improved.
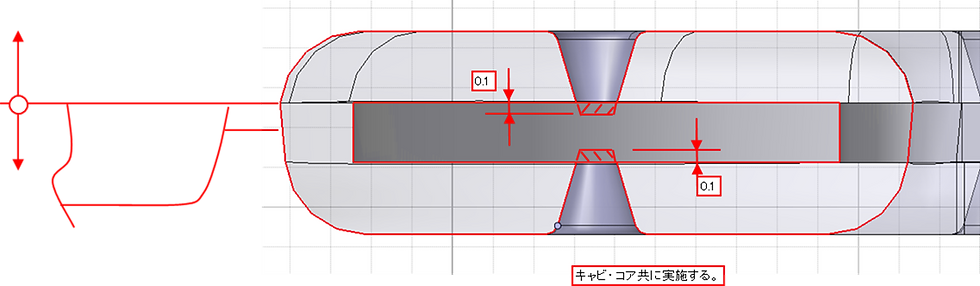
So now we lapped both the cavi and core sides by 0.1 mm, for a total of 0.2 mm.

As a result, the thickness bias was further improved compared to 0.1 mm wrap.
From the perspective of the dimensional accuracy of the insert sheet metal and our injection molding capabilities, we decided to set the wrap amount to 0.2 mm for the mass production assumption.
We believe that this technology is applicable when the material of the sheet metal and the material of the retaining pin are different.
If the materials are the same, galling is expected to occur, so it is necessary to consider a punishment approach.
~関連記事~




Comments